{kind=link}
Как делают гнутые фасады МДФ?
Технология изготовления гнутых фасадов МДФ.
Технологию изготовления гнутых фасадов хочу показать каким образом делал я на основании изученных на форумах материалов.
Существует 2 основных способа изготовления данных фасадов:
- При помощи гнутья нескольких слоев тонкого МДФ или ДВП.
- При помощи специального МДФ (Master Form, Topan form и т.д.), который предназначен для получения гнутых форм.
Радиусные фасады МДФ. Вариант изготовления 1.
 В первом варианте для того чтобы получить изделие нужного радиуса требуется изготовление специальных шаблонных каркасов. Радиус на торцевых шаблонах повторяет тот радиус который необходим. В моем случае все выглядело так.
В первом варианте для того чтобы получить изделие нужного радиуса требуется изготовление специальных шаблонных каркасов. Радиус на торцевых шаблонах повторяет тот радиус который необходим. В моем случае все выглядело так.
Шаблонные каркасы были сделаны из остатков и отходов ЛДСП.
В качестве материала для фасада используется ДВП толщиной 3,2 мм. Для получения нужной толщины фасада, нам необходимы раскроенные заготовки, немного отличающиеся от исходных размеров (должны быть немного больше, для последующей обработки). Сколько их нужно на один фасад решаем исходя из толщины фасадов, в частности если толщина стандартна 16 мм. то необходимо 5 шт.
Там где будет находится тыльная сторона фасада желательно использовать ДВП с покрытием в тон с каркасами готовых шкафов (если не хотите заморачиваться покраской тыльной стороны).
После раскроя заготовки очищаются от пыли. Затем наносится клей на заготовку и шпателем равномерно выравнивается по всей площади. Затем сверху ложится следующая заготовка и также промазывается клеем. Не промазываются клеем лицевая и тыльная сторона фасада.
Полученный “пирог” закрепляется на шаблонном каркасе.
Поскольку все делал без помощников то сначала я закреплял одну сторону саморезами к каркасу (вот для чего нужен был припуск, который затем срезается), после сгибал весь “пирог” и также крепил другую сторону. Дополнительно с натягом все обматывается канцелярским скотчем (данная процедура помогает избавится от волн образующихся на краях.

От волн также помогает ровный брусок закрепленный сверху по краям при помощи струбцин (на фотографиях не показано – таким образом делал последние фасады). Оставляем сохнуть на пару-тройку дней.

После полного высыхания, заготовка освобождается от скотча и саморезов. Далее чтобы исключить процесс саморазгибания, с тыльной стороны (если ДВП не ламинированное, на ламинированном – с лицевой стороны фасада крепим небольшими саморезами, избегая мест где будут отверстия под ручки, петли, стекло. Естественно что для них необходимо раззенковать отверстие, чтобы утопить шляпки. В последующем эти места шпаклюются. После все края режутся лобзиком или циркулярной в необходимый размер. Кромки ровняются шлифовкой. За неимением ленточной шлифмашины, я шлифовал наждачной бумагой закрепленной на бруске. Если на кромке остались трещинки, не проклеенные пустоты, они проклеиваются затем шпаклюются. Сверлим отверстия под ручки и петли. Все, изделие готово к покраске.

Изготовление радиусных фасадов МДФ. Вариант 2.
Во втором варианте использование шаблонных каркасов не обязательно, поскольку изделие можно сделать непосредственно по месту. Здесь используется специальная МДФ, которая имеет прорези с интервалом примерно 5 мм. с одной стороны, и гладкую структуру с другой. Суть технологии в следующем: заготовки прикладываются к шаблону или фиксируются по месту фрезерованными сторонами внутрь и склеиваются. Толщина такого МДФ, как правило, составляет 8 мм. и при склейке двух листов получается 16 мм. После высыхания изделие режется в размер торцы (горизонтальные) при необходимости шпаклюются. Далее то же что и в первом методе.

Автор статьи : yarkey2007 .
Размеры радиусных фасадов МДФ.


Для обработки вогнутой поверхности потребуется фрезерный станок для гнутых фасадов с изогнутым основанием, повторяющим радиус изделия и соответствующий шаблон.
Обтягивая гнутые фасады из МДФ ПВХ пленкой на мембранно-вакуумном прессе, следует использовать специальные подложки, сохраняющие полученный радиус изгиба изделия.
Технология изготовления гнутых фасадов достаточно легко осваивается начинающим производством мебельных фасадов из МДФ. При этом возможны некоторые инвестиции в дополнительное оборудование. Однако, как показывает практика, собственное производство гнутых фасадов обходится предприятию гораздо дешевле, чем приобретение готовых изделий.
Как делают гнутые фасады МДФ?
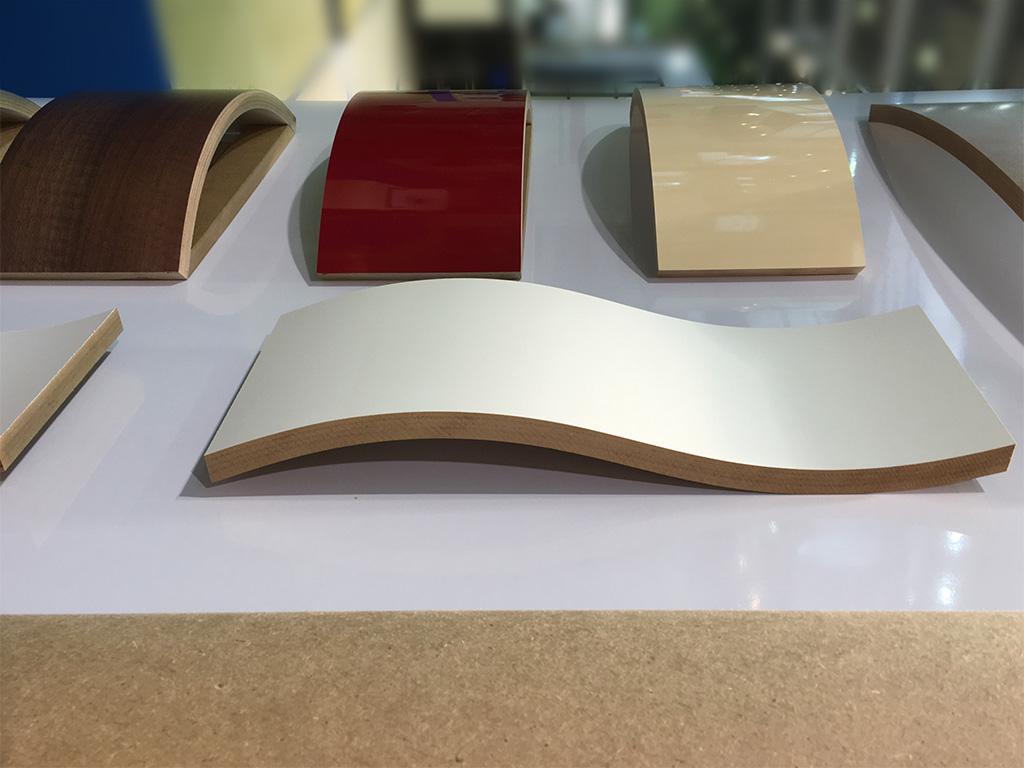
Наиболее интересным и привлекательным для потребителей в последнии годы стало использование производителями деталей изогнутых, закругленных форм, как главного декоративного элемента изделия мебели. Использование деталей закругленных форм дает возможность не только получить новые архитектурно-художественные решения мебели, но и убрать острые углы, что, согласно правилам фэн-шуй, позволяет создать гармоничную обстановку в помещении.
Скрытый текст
С изобретением способов промышленного производства шпона, то есть тонких листов древесины, полученных безопилочным делением непосредственно из бревна или предварительно выпиленного из него бруса, появилась и фанера клееная, то есть материал в виде плоских листов, склеенных из нескольких листов шпона. Причем, если при склеивании, еще до отверждения клея, листы шпона в пакете могут быть легко изогнуты на довольно большой угол, то после завершения отверждения клея взаимное смещение отдельных листов исключается и материал принимает заданную при склеивании форму, приобретая высокую прочность на изгиб. На этом принципе и основано изготовление гнутоклееных деталей, то есть изделий, сформированных из отдельных тонких листовых элементов, совместно изгибаемых при их склеивании между собой и выдерживаемых в прессе до полного отверждения клея.
Технология производства гнутоклееной мебели постоянно модернизируется и совершенствуется. Одной из самых известных является технология производства гнутых фасадов, разработанная специалистами Всероссийского проектно-конструкторского и технологического института мебели /ВПКТИМ/, специализирующегося на оказании технической помощи предприятиям в организации производства мебели. Она позволяет изготавливать щиты из клееного блока массивной древесины толщиной 4-6мм, а также из пиленого шпона.
Конструкции первого типа — на основе клееного щита из массивной древесины с выпильными пазами или из нескольких слоев клееного щита — разработчики рекомендуют использовать без облицовки, что подчеркнет красоту и своеобразие текстуры натурального дерева. Отделка — прозрачными лаками. Учитывая менталитет российского потребителя, который, в отличие от скандинавов, не привык к использованию в бытовой мебели сучковатой древесины сосны и ели, поверхность детали можно завуалировать полупрозрачным красителем, который слегка приглушит текстуру дерева, не закрывая ее полностью. Поверхность осины так обрабатывать нельзя, чтобы не скрыть ее красивые шелковистые переливы.
Второй тип — со средним слоем из низкосортной древесины и облицовкой любым натуральным или синтетическим облицовочным материалом. Особый интерес представляют облицовки из наборного мозаичного щита и из пиленого шпона осины. В основе конструкций этого типа лежит применение малоотходных технологий.
Как основной унифицированный элемент при разработке конструкций любого типа принята гнутая деталь с R изгиба от 400 до 600мм, толщиной 16-20мм. Форма и радиус изгиба детали выбраны на основе анализа современных тенденций в дизайне мебели, представленной на международных выставках в Кельне, в Милане и Москве. На базе такой детали, как в детском конструкторе, путем комбинирования различных ее вариантов можно получить самые разнообразные формы поверхности: круглые, волнистые, с изгибом в вертикальной или горизонтальной плоскостях. При разработке конструкций и технологий большое внимание обращается на обеспечение необходимой жесткости и формоустойчивости склеиваемых деталей гнутой формы, а также их экологической чистоты. При этом большое значение имеют физико-механические характеристики используемого клея. Измерения формоустойчивости деталей различных конструкций показали, что у деталей многослойных конструкций после изготовления могут происходить незначительные изменения радиуса изгиба в сторону его увеличения. Расстояния между крайними точками радиусной детали через 10 суток после изготовления может увеличиться в среднем на 3-4 %, что находится в пределах нормы для гнуто-клееных деталей. После этого срока форма стабилизируется и дальнейших изменений не происходит. У деталей со специальными закладными элементами никаких изменений радиуса изгиба не происходит. Изготавливать детали можно с применением деревянных или металлических обогреваемых пресс-форм, специальных или обычных облицовочных прессов, холодным или горячим способом. Для любого среднего или даже малого предприятия может быть найден приемлемый для него вариант технологии. Последующая за склеиванием механическая обработка и отделка деталей производится по традиционным технологиям с использованием обычного оборудования.
Как пример полного технологического цикла по производству гнутоклееной мебели можно привести линию, предлагаемую одним из ведущих поставщиков мебельного оборудования — КАМИ. Подобная линия демонстрировалась на одной из недавно прошедших в Москве мебельных выставок и привлекала к себе внимание посетителей. Кстати, в сопроводительной документации, представленной поставщиком оборудования, данный процесс назван ни больше, ни меньше — «увлекательным».
Оснащение цеха по производству мебели с применением несущих и декоративных гнутоклееных деталей зависит не только от производительности и принятой технологии производства, но и от будущей конструкции мебели. Гнутоклеёные элементы могут быть изготовлены из лущеного шпона березы, бука, лиственницы, сосны, а также МДФ. Кромки гнуто-клеёных элементов чаще всего профилируют. Пласти гнутоклееных деталей облицовывают строганым шпоном древесины лиственных или ценных пород: бука, ясеня, дуба, красного дерева, ореха и других.
Производственный цикл состоит из нескольких операций. Вначале листы шпона подаются на гильотинные ножницы или фурнирную пилу. Здесь они разрезаются на заготовки, соответствующие размеру будущего пакета шпона, для выклеивания блока. Лицевые листы «рубашки» шпона прирезаются из лущеного или строганого шпона и сшиваются на ребросклеивающем станке. В случае если в качестве материала используется МДФ, листы подаются на форматно-раскроечный станок и разрезаются на заготовки, соответствующие размеру будущего пакета. После гильотинных ножниц или форматно-раскроечного станка подготовленный набор цельных листов поступает на клеевые вальцы, где осуществляется нанесение клея и формируется пакет. Сформированный пакет шпона с нанесенным клеем с помощью гидравлического пресса укладывается в пресс-форму. На каждом из прессов установлена собственная пресс-форма для формирования своего отдельного профиля, где осуществляется прессование горячим способом. Готовые блоки укладываются в стопы, там происходит стабилизация их формы. В случае изготовления не несущих гнутоклееных декоративных элементов (например, фасады), используется горячий мембранно-вакуумный пресс с шаблоном. Полученные гнутоклеёные блоки поступают на круглопильный или ленточнопильный станок, происходит обрезка свесов гнутоклееных блоков относительно простой формы, а на ленточнопильном станке — у блоков сложной формы.
Опиленные блоки перемещаются к фуговальному станку, где создается базовая поверхность по их кромке. После обработки блок может подаваться к вертикальному фрезерному станку с нижним расположением шпинделя и раскраиваться на отдельные заготовки при помощи набора пил, расстояние между которыми соответствует заданной ширине деталей. Раскроенные и прифугованные заготовки поступают к рейсмусовому станку для калибрования заготовок на ширину детали. Обработанные по ширине заготовки на торцовочном станке прирезаются по длине. У подготовленных таким образом деталей на фрезерном станке с использованием профильной фрезы и копировального кольца, опирающегося на боковую поверхность, производится заваливание кромок. Затем гнутоклеёные заготовки перемещаются к сверлильно-присадочному станку. Здесь происходит сверление всех необходимых отверстий для установки шкантов, стяжек и фурнитуры. Если в конструкции изделия предусмотрены соединения, требующие выборки пазов и формирования шипов, соответствующие детали передаются к сверлильно-пазовальному и шипорезному станкам.
После механической обработки на шлифовальном станке производится обработка плоских боковых поверхностей заготовок и их торцов, внутренних криволинейных поверхностей и наружных криволинейных пластей деталей, закруглений на ребрах. Финишное шлифование заготовок осуществляется при помощи ручного механизированного инструмента.
Шлифованные заготовки поступают на предварительную сборку, которая выполняется на верстаках-столах и в ваймах, где собираются каркасы изделий. Нанесение прозрачного или красящего грунта на изделия производится в распылительной кабине с помощью специальных пистолетов. Затем каркас выдерживается в зоне сушки до полного отверждения грунта, после чего снова передается в шлифовальное отделение для промежуточного шлифования с целью удаления ворса и пузырей на отделываемой поверхности. А завершается весь процесс нанесением лака в распылительной кабине.
Эти способы изготовления получили достаточно широкое распространение, особенно в массовом производстве. В индивидуальном, особенно с ростом благосостояния населения, часто применяется несколько иная технология — для изготовления гнутых элементов, как правило, используются различные виды древесноволокнистых плит, в т. ч. специальные виды МДФ типа «Топан» или «Неаформ». Но это дорогой импортный материал, к тому же детали, изготавливаемые из него, нуждаются или в облицовывании, или в укрывистой отделке.
Даже беглый осмотр мебели в магазинах показывает, что огромные возможности, заложенные в технологии изготовления гнутоклееных элементов, используются пока далеко не полностью. Причем технологии изготовления, и области применения гнутоклееных элементов просто неограниченны! Помимо использования этих элементов в производстве гостиных и спален, перспективным считается применение гнутоклееных элементов в производстве детской и школьной мебели. Отсутствие острых углов, плавность линий, разборность позволяют проектировать мебель мобильную и легкую, обеспечивающую свободу движения ребенка, исключающую возможность травматизма. Еще одно направление, в котором в последнее время успешно используются гнутоклеёные элементы, — это мебель для спальни. Наибольшее распространение в ней сегодня получили гибкие основания кроватей, поддерживающие собственно матрац, называемые у нас по-разному — «латы», «латофлексы». Они стали теперь необходимым элементом кровати или дивана. Латы являются типичным гнутоклееным элементом в виде изогнутой пластины, которая воспринимает часть общей нагрузки от лежащего человека. Но в мебели для спальни очень часто используются и другие конструктивные и декоративные гнутоклеёные элементы, составляющие сам каркас кровати-ее царгу и спинки, элементы рам зеркал, тумбочек и шкафов. Пружинящий эффект, создаваемый гнутоклееным элементом, успешно используется во многих дизайнерских решениях. В зависимости от архитектурного оформления, они позволяют создавать и недорогую мебель, предназначенную для широкого потребителя, и элитарную, используемую в самых престижных интерьерах.
Скорее всего многие видели, но все же, а вдруг.
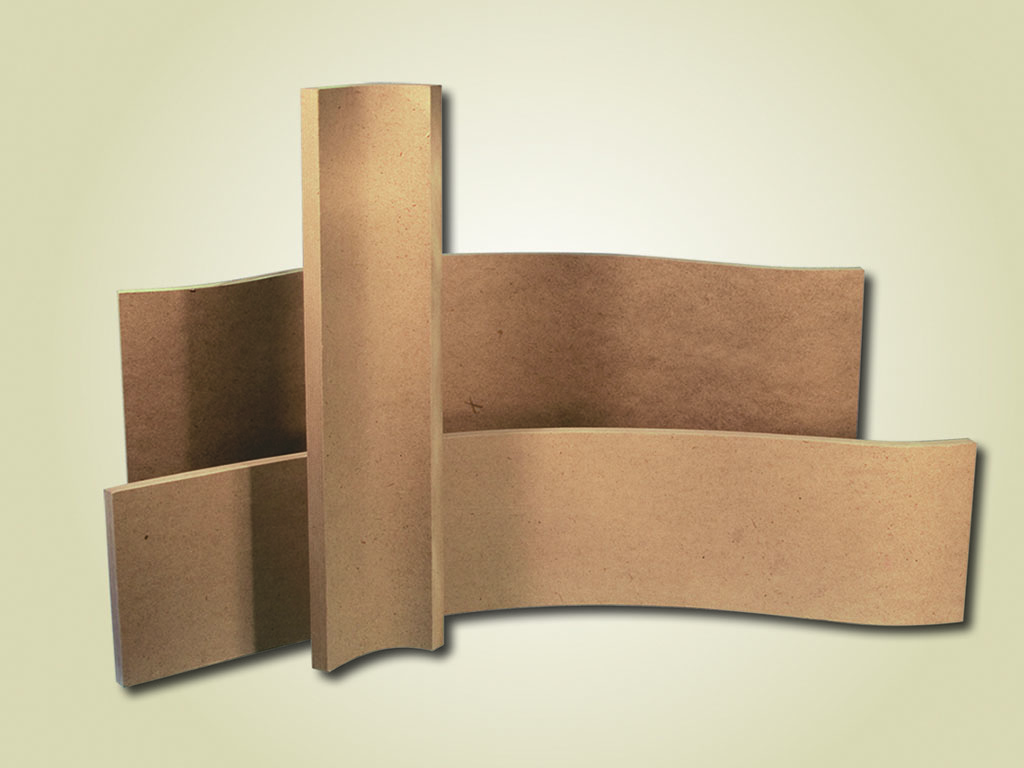
Гнутые панели и детали ХДФ
Компания РМК-стиль занимается производством гнутых панелей и деталей из ХДФ/ДВП и шпона уже более 20 лет. За годы работы с гнутоклееной продукцией налажено прессование десятков профильных панелей высотой до 2400 мм различных конфигураций. Панели могут быть однорадиусными или многорадиусными с R от 52 до 3000 мм. В нашем каталоге представлены одно- и двухплоскостные изделия. Толщина гнутых заготовок – от 8 до 44 мм.

Что такое гнутые панели?
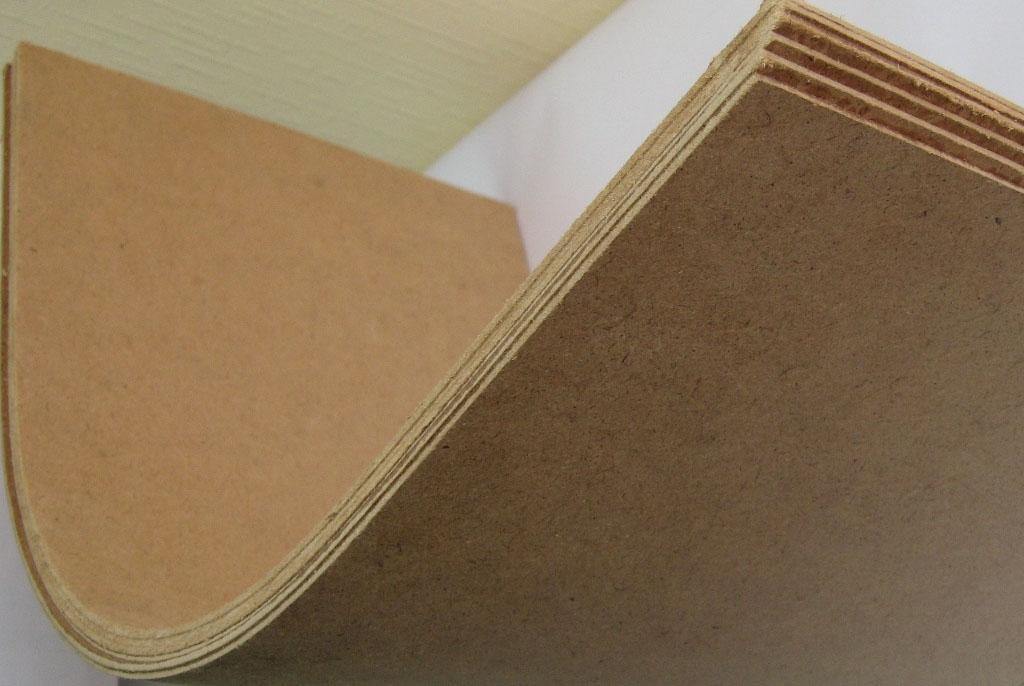
Гнутоклееные панели изготавливаются путем склеивания листов ХДФ, шпона или другого плитного материала в обогреваемых пресс-формах с одновременным их гнутьем.
Гнутые заготовки (гнутые панели) часто используют компании – производители мебели, а также строительные организации, и дизайнерские студии, с целью их дальнейшей самостоятельной обработки
Каталог гнутых панелей
В свободном доступе имеется большой ассортимент готовых форм гнутых панелей различной конфигурации с R от 52 до 3000 мм, которыми Вы можете воспользоваться без дополнительных капиталовложений и ожиданий пусконаладки.
СКЛАДСКАЯ ПРОГРАММА НА ГНУТЫЕ ПАНЕЛИ МДФ
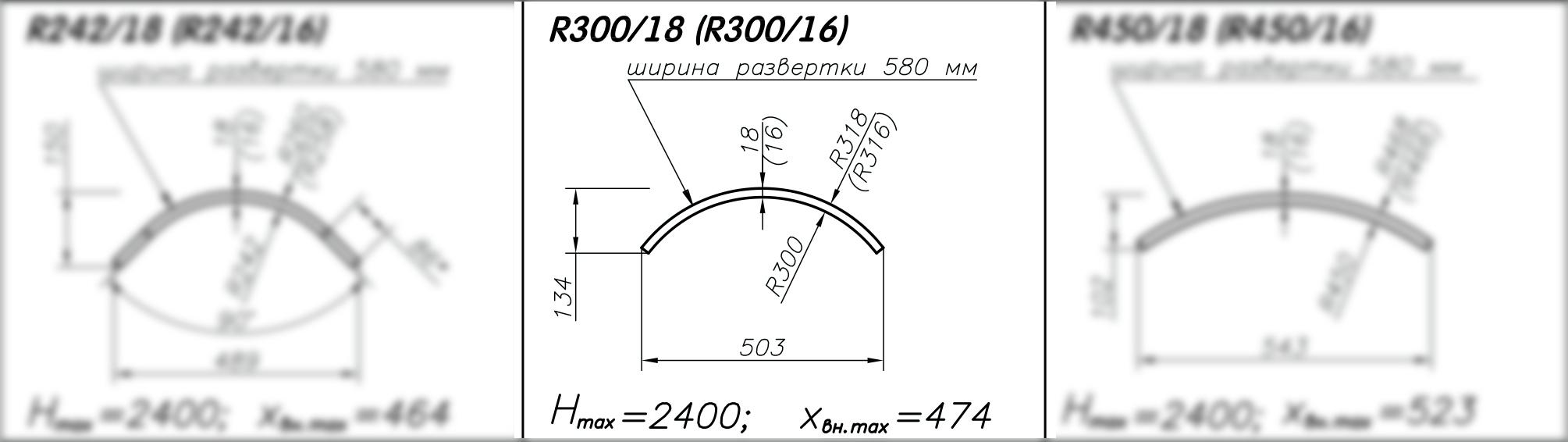
Гнутоклееные панели ХДФ R300/16, Хб503, Н2400, 0/П всегда в наличии на складе РМК-стиль. Вы можете приобрести панели от одной штуки и отгрузить со склада РМК-стиль сразу же после оплаты.
СТАНДАРТНАЯ ЛИНЕЙКА ГНУТЫХ ПАНЕЛЕЙ МДФ
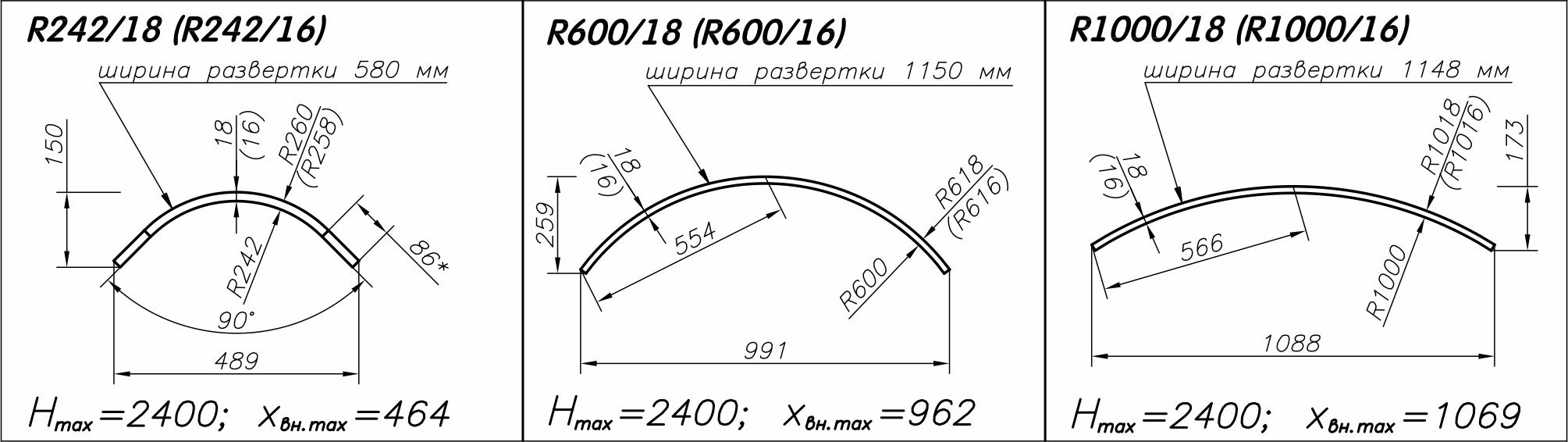
Гнутые заготовки ХДФ наиболее популярных радиусов: R242, R300, R600 и R1000 мм. Срок производства панелей 1-3 рабочих дня.
ГНУТЫЕ ПАНЕЛИ С НЕСТАНДАРТНЫМ РАДИУСОМ
В линейке представлен большой ассортимент готовых форм различной конфигурации. Срок производства 5-7 рабочих дней.
В нашем каталоге собрано более 50 пресс-форм гнутых панелей. Формы могут быть многорадиусными: S, L, П – образные, с наличием прямых участков или без них. Вы можете ознакомить с нашим каталогом, а также выбрать наиболее подходящий радиус по ссылке ниже…








ЗАПУСК НОВОЙ ФОРМЫ
Если Вы не нашли панель с подходящим радиусом, возможен запуск новой формы. Мы принимаем заявки на изготовление новой пресс-формы при условии заказа от 10 гнутых панелей ежемесячно. Цена пресс-формы зависит от сложности изделия. Также, необходимо предоставить чертеж гнутого изделия или образец.
Размер и толщина гнутых панелей
Максимальная высота гнутых панелей – 2400 мм. Например, из такой панели можно изготовить 3 кухонных фасада с высотой 716 мм или 2 радиусных фасада с высотой 916 мм, или 1 фасад – 916 мм и 2 фасада –716 мм.
Толщина гнутых панелей от 8 до 44 мм. Стандартная толщина заготовки 16 и 18 мм. Реже, мы получаем заказы на панели толщиной 19, 21, 22 или 25 мм. Обратите внимание, не все пресс-формы рассчитаны на большую толщину.
Из чего изготавливается гнутая панель?
Гнутые панели и детали изготавливаются из листов ХДФ тощиной 2,5, 3 или 4 мм. Это зависит от требуемой толщины изделия на выходе. Иногда, когда радиус заготовкие менее 240 мм, изпользуются листы ДВП .
Под заказ гнутая панель может быть изготовлена из ХДФ HOMANIT производства Германия улучшенного качества. Использование панелей с этим материалом улучшит качество окутанных панелей и упростит процесс покраски панелей.
Для производства спинок и сидушек стульев, а также других изделий из фанеры, мы используем при прессовании листы березового шпона .
Варианты поверхностей
Гнутоклееные панели без отделки. Такие панели необлицованные – под дальнейшую отделку эмалями или окутывание пленками ПВХ
Гнутые панели с кашировкой – это панели облицованные белой финиш-бумагой или белым пластиком с внутренней стороны. Внешняя сторона заготовки остается без отделки для дальнейшей обработки. Чтобы упростить процесс покраски, возможно заказать гнутую панель кашированную с двух сторон.
Панели с декоративным покрытием. Во время прессования панель может быть покрыта облицовочным материалом на выбор заказчика. Материал предоставляет заказчик. Мы принимаем в работу шпон файн-лайн и сращенный в рубашки натуральный шпон, финиш бумагу, пластик и пленку ПВХ.
Гнутые детали – что это такое?
Гнутые детали – это продукт, получаемый в результате опиливания гнутоклееной панели соответствующего радиуса по нужным размерам. По желанию заказчика возможно выполнение дополнительных операций по обработке силами наших специалистов.
Виды дополнительных операций
- Чистовое опиливание по заданной хорде (по ширине)
- Чистовое опиливание по высоте (торцовка)
- Присадка под крепеж
- Фрезеровка по периметру
- Горизонтальная фрезеровка по плоскости фасада
- Фигурная фрезеровка по пласти фасада
- Кромление по периметру
- Окутывания гнутой панели давальческим материалом
Гнутые детали для мебели и интерьера
Гнутоклееные детали возможно использовать, как любую конструктивную составляющую мебели: гнутое изголовье кровати, цоколь, мебельный карниз или опору… Наиболее распространенное гнутое изделие – это радиусный фасад.
В интерьере также можно встретить гнутые детали, например: стеновые панели, радиусные перегородки, экраны. Ограничивает этот список лишь фантазия дизайнера.
Остались вопросы?
Оставьте заявку!
Связаться с нами можно любым удобным способом.
Пишите в онлайн консультант, на почту, позвоните или воспользуйтесь формой обратной связи.
+7 (968) 947-47-38 
LiveInternetLiveInternet
- Регистрация
- Вход
—Рубрики
- рукоделие (452)
- декупаж (86)
- шитье (70)
- куклы (46)
- вязание (35)
- лепка (34)
- имитация материалов (27)
- переделка (21)
- папье-маше (19)
- плетение (16)
- исторический костюм (14)
- валяние (14)
- сумки (13)
- вышивание лентами (13)
- коробочки, шкатулочки (10)
- букеты из конфет (10)
- из бумаги (8)
- рисование (8)
- шляпы (6)
- кожа (6)
- обувь (5)
- аппликация (4)
- филигрань (4)
- миниатюры (3)
- работа с мехом (3)
- соломка (1)
- интерьеры (182)
- декор (84)
- мебель (56)
- переделка мебели (26)
- кухня (11)
- мебель из картона (8)
- прихожая (4)
- шторы (2)
- светильники, абажуры (2)
- двери (2)
- детская (2)
- мысли вслух (167)
- Умные мысли умных людей. (121)
- кулинария (133)
- выпечка (33)
- сладости (30)
- хлеб (13)
- заготовки (4)
- моя готовальня (2)
- дом и дача (128)
- всякие хитрики (71)
- цветы (19)
- приметы и обряды (4)
- забавно (119)
- всякая нужная ерунда (104)
- Украина (95)
- Надежда. Во всех смыслах (3)
- искусство (86)
- музыка (27)
- мода (13)
- здоровье (82)
- красота (15)
- логопедия (6)
- история (77)
- люди, которыми восхищаюсь (77)
- образование, которое само- (76)
- языки (1)
- вот блядь! (68)
- просто красиво (53)
- новогоднее (50)
- детям (44)
- Эмилио (14)
- ХМ. (14)
- коты (12)
- бу-га-га (11)
- звери (11)
- книги (9)
- рассказы ВАНЫЧа (5)
- читать (8)
- собаки (8)
- детское (6)
- Пасха (5)
- Красота земная (4)
- Поэзия (4)
- архитектура (3)
- школа (3)
- мои котозавры (3)
- Громыкино (2)
- прически (2)
- кино (2)
- мои поделки (1)
- мульты (1)
—Поиск по дневнику
—Подписка по e-mail
—Интересы
—Друзья
—Постоянные читатели
—Сообщества
—Статистика
Как сделать гнутые фасады для мебели из МДФ
Автор: Сергей Никифоров
24.02.2014 11:08
Как делать гнутые фасады из МДФ фото 01Плита МДФ, являясь достаточно прочным, удобным в обработке и довольно чистым в плане экологии материалом, широко используется при изготовлении мебели для кухонь и ванных комнат. Удобно ее использовать и при изготовлении мебели своими руками.
Иногда, как в данном конкретном случае, возникает необходимость изготовить гнутые фасады, какие просто так не купишь в магазине. Хочу рассказать, как я сделал из МДФ гнутые фасады для шкафчика под круглую раковину умывальника в ванной.
Как сделать гнутые фасады из МДФ
Для изготовления гнутых фасадов будем использовать два листа МДФ толщиной 9мм – один для внутренней стороны фасада, а другой – для внешней. Фасад получится гладким и с внутренней, и с внешней стороны.
Просто так согнуть плиту из МДФ под малым радиусом, да еще и так, чтоб она потом осталась в этом состоянии, не получится. Придется делать на ней надрезы поперек сгиба.
Сначала изготавливаем шаблон. В моём случае шаблоном послужили сами полки будущего шкафа под раковину. Листы МДФ нужно отрезать с запасом по длине и ширине: лишнее вы потом обрежете легко, а вот недостающее надставить вряд ли получится. Не забудьте, что внешний радиус гнутых фасадов больше внутреннего, а потому и внешняя заготовка должна быть длиннее.
Найдите центры обеих заготовок и отметьте штриховыми линиями по высоте с обеих сторон заготовок: по этим линиям мы потом перед склеиванием будем совмещать заготовки между собой.
Нанесите разметку для пропилов до перехода вашей полуокружности в прямую плоскость. Каждая линия должна отступать одна от другой на 5мм.
Настройте дисковую пилу так, чтобы не пропилить плиту слишком глубоко, а недостаточная глубина пропила затруднит сгибание и плиту можно даже сломать. Недопил должен составлять примерно 1мм.
Совет: Перед тем как начинать делать пропилы на заготовках для гнутых фасадов, потренируйтесь на ненужных обрезках МДФ необходимой длины. Нанесите на них разметку, пропилите через каждые 5 миллиметров, приложите к шаблону одну полосу разрезами наружу, а другую на нее сверху разрезами внутрь.
Теперь вы точно будете знать, сколько разрезов делать на каждой из заготовок до перехода с полуокружности в плоскость. Увидите также и то, что где-то, возможно, нет необходимости делать разрезы через каждые 5мм, и можно пилить пореже.
Делая пропилы в заготовках, не выбрасывайте опилки – они еще понадобятся.
Как делать гнутые фасады из МДФ фото 02
Заполняем разрезы на обеих заготовках пастой, сделанной из смеси столярного клея и опилок. Паста должна быть такой консистенции, чтобы ей можно было легко заполнить разрезы, но, в то же время, не слишком жидкой. Втираем пасту в разрезы шпателем, действуя вдоль разреза от центра наружу, чтобы не оставалось воздушных карманов.
Разводим клей небольшим количеством воды и, смачивая им кисть, проходим ею по обеим заготовкам, разглаживая пасту и убирая остатки опилок.
Укладываем внутреннюю заготовку на шаблон.
Как делать гнутые фасады из МДФ фото 03
Сверху укладываем наружную заготовку, совмещая с нанесенными заранее линиями по центру заготовок.
Прибиваем заготовку одну к другой тонкими гвоздиками – без фанатизма, чтобы гвоздики потом можно было легко выдернуть. Пусть вас не смущает, что от гвоздей останутся отверстия: гнутые фасады потом всё равно будут грунтоваться, шпаклеваться и краситься.
Стягиваем всё хозяйство струбцинами, и оставляем до полного высыхания.
Как делать гнутые фасады из МДФ фото 04
Разрезаем высохшую заготовку так, как нам надо, крепим на двери усилители для установки фурнитуры, шлифуем края.
Вот и всё, гнутые фасады из МДФ готовы к отделке.
Как делать гнутые фасады из МДФ фото 05
Технология изготовления гнутых фасадов МДФ.
Автор статьи : yarkey2007 .
Технологию изготовления гнутых фасадов, сразу оговорюсь, придумал не я (и копирайт присваивать не собираюсь, а хочу показать каким образом делал я на основании изученных на форумах материалов).
Существует 2 основных способа изготовления данных фасадов.
— при помощи гнутья нескольких слоев тонкого МДФ.
— при помощи специального МДФ (Master Form, Topan form и т.д.), который предназначен для получения гнутых форм.
В первом варианте для того чтобы получить изделие нужного радиуса требуется изготовление специальных шаблонных каркасов. Радиус на торцевых шаблонах повторяет тот радиус который необходим.
В моем случае все выглядело так.
Шаблонные каркасы были сделаны из остатков и отходов ЛДСП.
В качестве материала для фасада используется ДВП толщиной 3,2 мм. Для получения нужной толщины фасада, нам необходимы раскроенные заготовки, немного отличающиеся от исходных размеров (должны быть немного больше, для последующей обработки). Сколько их нужно на один фасад решаем исходя из толщины фасадов, в частности если толщина стандартна 16 мм. то необходимо 5 шт. Там где будет находится тыльная сторона фасада желательно использовать ДВП с покрытием в тон с каркасами готовых шкафов (если не хотите заморачиваться покраской тыльной стороны).
После раскроя заготовки очищаются от пыли. Затем наносится клей на заготовку (я использовал КС и МастерКлей) и шпателем равномерно выравнивается по всей площади. Затем сверху ложится следующая заготовка и также промазывается клеем. Не промазываются клеем лицевая и тыльная сторона фасада ! Полученный «пирог” закрепляется на шаблонном каркасе.
Поскольку все делал без помощников то сначала я закреплял одну сторону саморезами к каркасу (вот для чего нужен был припуск, который затем срезается), после сгибал весь «пирог” и также крепил другую сторону. Дополнительно с натягом все обматывается канцелярским скотчем (данная процедура помогает избавится от волн образующихся на краях.
От волн также помогает ровный брусок закрепленный сверху по краям при помощи струбцин (на фотографиях не показано – таким образом делал последние фасады).
Оставляем сохнуть на пару-тройку дней.
После полного высыхания, заготовка освобождается от скотча и саморезов. Далее чтобы исключить процесс саморазгибания, с тыльной стороны (если ДВП не ламинированное. На ламинированном – с лицевой стороны. Хотя кому как.) фасада крепим небольшими саморезами, избегая мест где будут отверстия под ручки, петли, стекло. Естественно что для них необходимо раззенковать отверстие, чтобы утопить шляпки. В последующем эти места шпаклюются. После все края режутся лобзиком или циркулярной в необходимый размер. Кромки ровняются шлифовкой. За неимением ленточной шлифмашины, я шлифовал наждачной бумагой закрепленной на бруске. Если на кромке остались трещинки, не проклеенные пустоты, они проклеиваются затем шпаклюются. Сверлим отверстия под ручки и петли. Все, изделие готово к покраске…
Во втором варианте использование шаблонных каркасов не обязательно, поскольку изделие можно сделать непосредственно по месту. Здесь используется специальная МДФ, которая имеет прорези с интервалом примерно 5 мм. с одной стороны, и гладкую структуру с другой. Суть технологии в следующем: заготовки прикладываются к шаблону или фиксируются по месту фрезерованными сторонами внутрь и склеиваются. Толщина такого МДФ, как правило, составляет 8 мм. и при склейке двух листов получается 16 мм. После высыхания изделие режется в размер торцы (горизонтальные) при необходимости шпаклюются. Далее то же что и в первом методе.